100 Discovery Way, Unit 110, Acton, MA 01720 US.
Mon-Fri, 8:00 AM - 5:00 PM (GMT-5)
Tonnage Monitor Basics
A tonnage monitor, very simply, is an "insurance policy" against machine or tool problems that are unusual or unforeseen - the things you would never install a specific die protection sensor to detect.
Because of that, tonnage monitors are an important part of any overall press monitoring package, even if other forms of monitoring such as die protection sensors or in-die measurement systems are utilized.
How Does a Tonnage Monitor Work?
Tonnage monitoring systems measure the force being exerted by a press during the working portion of the cycle and compares the actual working force to preset limits. If the limits are exceeded, the system stops the machine.
As part of the monitoring system, sensors called strain links are mounted on the frame of the press in known locations where strain is proportional to load. The strain links measure the deflection of the press frame, or the amount the frame deforms, under load.

Depending on the type of press and location on the machine, deflection will either stretch or compress the frame. For instance, the inside front portion of a gap frame press stretches under load, while the back of a gap frame press compresses and the columns of straight side presses get longer under load.
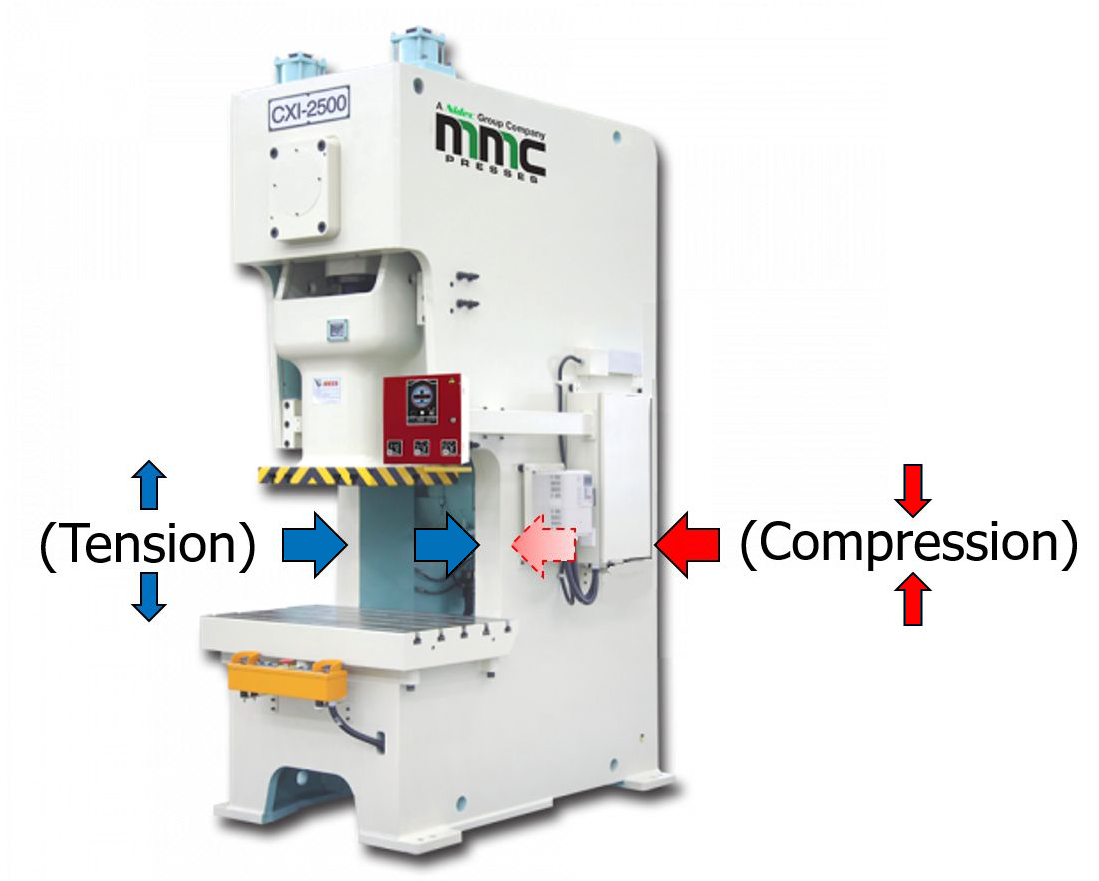
Strain Link Mounting Locations for Gap Frame Presses
In the case of a straight side press, imagine that the machine is constructed like a sandwich, with the base and crown as the "bread" and the columns as the "meat". Inside the columns are big threaded rods called tie rods that hold the whole thing together.
The tie rods have nuts at each end that are tightened to pre-stress the whole machine so that the columns are permanently compressed when the press is assembled. In this case, the tonnage monitors measure the columns "relaxing" slightly under load.
Once the strain links are in place in the correct locations on a press, a calibrated controller converts the strain link signal to a tonnage value.
What is Calibration?
Calibration is the process that enables the tonnage monitor to read the actual force being exerted by the press.
Load cells are used to measure the actual force under the ram, and then the tonnage monitor's output is dialed in to match. Once the tonnage monitor is calibrated, the device will show the force in tons, rather than simply an indication of whether the force is changing over time. In this way, the press itself becomes a force-measuring instrument.
While calibration isn't 100% necessary, it does provide some benefits, such as the ability to know whether the job at hand exceeds the capacity of your press.
Calibration helps, as well, with compliance with the ANSI B11.1 requirement concerning the documentation of the amount of force required for a job.
It's also useful when a die is moved from one machine to another. If the tonnage monitor on the new press is calibrated, it will instantly show if a job is running at a higher tonnage than usual, which is a sign of possible trouble.
What is a Zero Cam?
Another consideration in monitoring press tonnage is that the press frame expands and contracts with changes in temperature. The load monitor cancels out the temperature change by reading the strain link output during a non-load generating portion of the stroke (i.e. TDC) and subtracting this reading from the overall load.
The "Zero Cam" is a latching magnetic cam switch (LMCS) that provides a timing signal to the tonnage monitor through the top of the stroke that tells the load monitor where in the stroke to zero out the tonnage.
What are Setpoint Limits?
Setpoint limits are thresholds that are set for each tool; when a setpoint limit is exceeded, the tonnage monitor stops the machine.
There are two types of limits that immediately come to mind when setpoints are discussed:
- High Tonnage Limit - If the peak tonnage exceeds this limit, the press will stop
- Low Tonnage Limit - The peak tonnage must exceed this level, or the press will stop
It's normal to see gradual changes in the peak tonnage value throughout the day, so high and low setpoints must allow for this variation, or nuisance stops will result. The possibility of nuisance stops make it impossible to monitor small but critical tonnage variations with only high and low setpoints.
Fortunately, there is a third setpoint type: the repeatability limit.
While gradual changes in tonnage are normal, abrupt changes usually mean trouble. The repeatability limit is the maximum allowable variation in tonnage from one stroke to the next. Using this approach, high and low limits can be relaxed to prevent nuisance stops, but the system will still protect the machine and tooling.
The repeatability limit can be set to a very precise value (often in the tenths of tons) without causing nuisance stops.
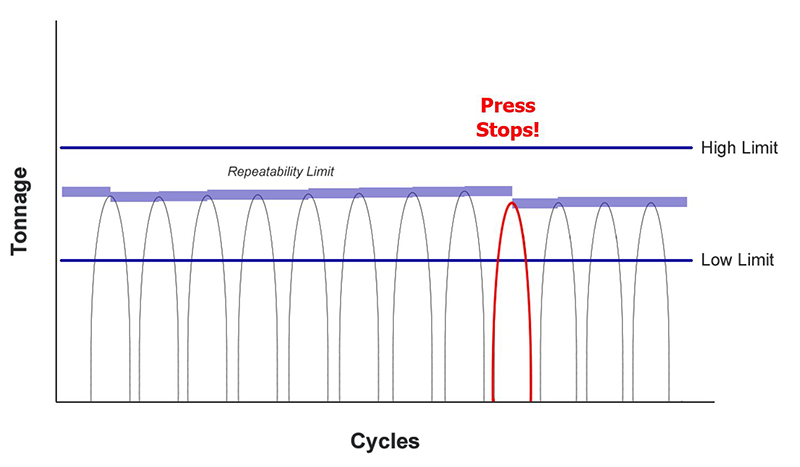
The Repeatability limit enables precise monitoring without nuisance stops
A tonnage monitor is also useful in identifying other sources of potential damage, like excessive reverse loads. As regular (forward) load increases, the press frame loads up like a giant spring. When the punch breaks through, the spring suddenly releases, and the load direction reverses.
Presses are designed to withstand forward load, but not reverse load (20% of capacity maximum). Tonnage monitoring can help prevent the damage that excessive reverse loads cause to bearing cap bolts and the ram adjust mechanism.
What are the Benefits of Tonnage Monitoring?
Tonnage monitoring's benefits extend beyond preventing damage from excessive loads. These include:- More repeatable setups
- Reduce off-center loading
- Detect loss of lubrication
- Detect material variations
- Detect tool wear
A tonnage monitor improves setups by providing tonnage information to eliminate errors in shut-height adjustments. It also indicates if more force is required on one side or corner of a press, indicating that the physical location of the die may need to be changed slightly to even up the forces on both sides and all corners of the press, thereby extending tool life.
Higher monitored tonnages also can indicate tool wear or a loss of lubrication, while tonnages that appear too low can indicate that the material is too soft or thin.
In all of these cases, the tonnage monitor acts as an early warning system, alerting the operator to potentially serious problems that need to be investigated.
Wintriss Controls offers a series of accurate and reliable stand-alone press tonnage monitors suitable for any application:
- The basic model 1500 provides economical protection for any machine.
- The 1500 Plus and 1504 Plus models provide advanced features that are extremely easy to use.
The simplest and most economical tonnage monitor we make, the AutoSet 1500 provides two inputs and monitors high tonnage limits only. This tonnage monitor uses auto-setpoints by reading the tonnage during a sample period and setting the high limit "X" percent above the highest reading. The operator selects the setpoint limit percentage using a rotary switch on the board.
The Plus models offer both high and repeatability setpoint limits; The 1500 Plus has two inputs, while the 1504 Plus has four. There's also a momentary pushbutton on the front panel that allows the user to display reverse load.

Backed by 60+ years of manufacturing experience, Wintriss has the expertise to help you protect your presses. Contact us today for the assistance you need.
© Copyright 2021 Wintriss Controls Group LLC - All Rights Reserved